Advanced Spot Welding
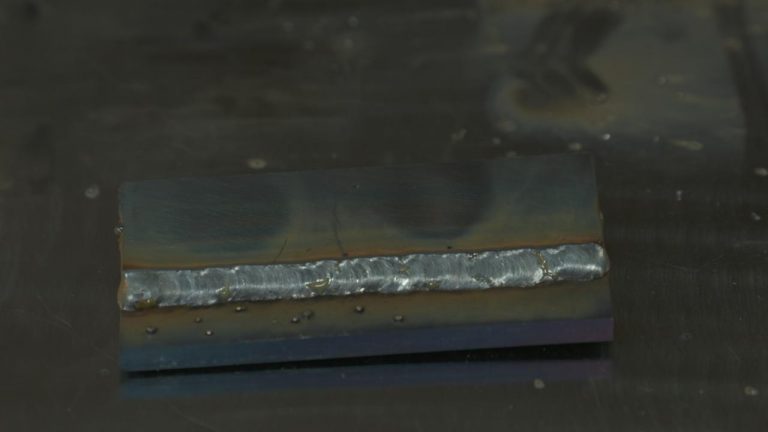
Mark Simpson & Bob WilsonWhen most of our classic cars were assembled years ago in the factory, the most common type of weld holding all of the sheet metal together were spot welds. Spot welds are: quick to create, strong, require basic prep and are easily finished in an assembly line environment. Spot welding and resistance welding has been around for as long as there have been automobiles and in today’s modern assembly plants its versatility has allowed manufacturers to create completely automated production lines.
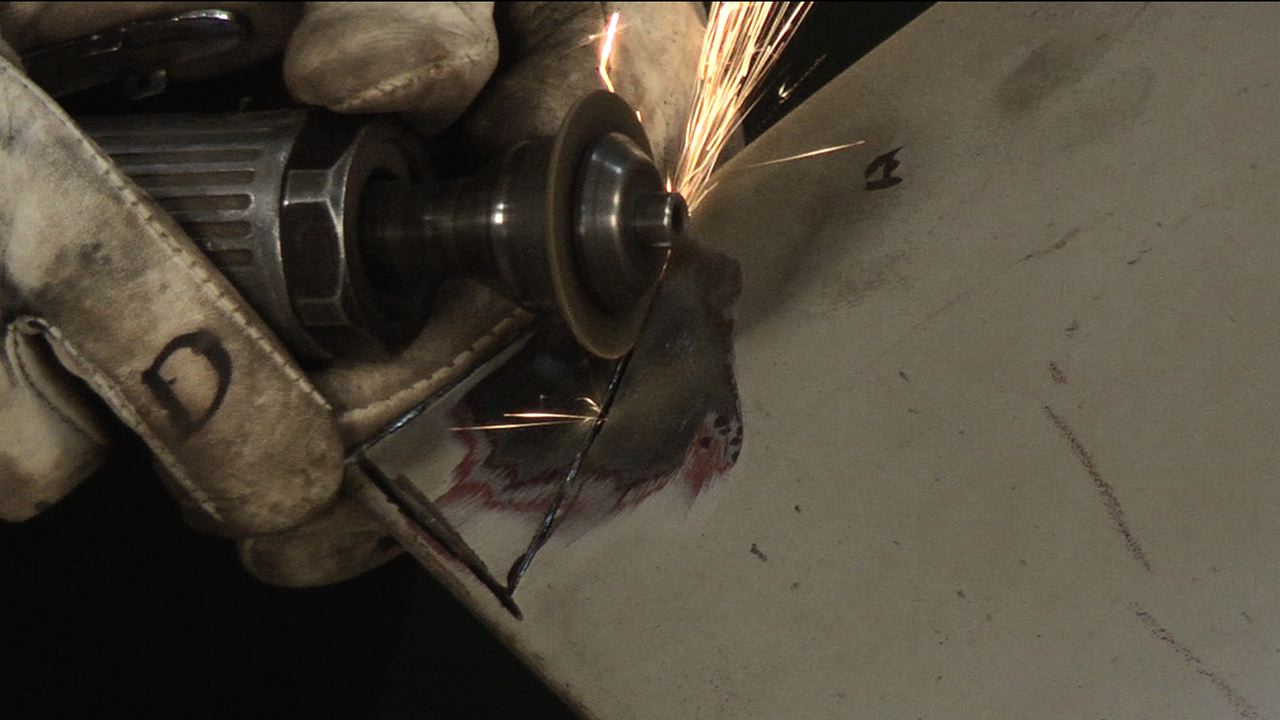
For most home classic car restorer’s spot welding panels back on isn’t readily available, although the time may come when the spot welder becomes as commonplace as the MIG or TIG welders or even the stick or gas welders. Most restorers resort to drilling holes along the edge of a panel and then using MIG or TIG welders to Plug weld the panel in place.
The trouble starts once the welds are ground smooth and the finished edge no longer appears like the factory spot-weld finish. We have even seen some shops work to recreate the spot weld look by using a round stone on a die grinder to add dimples in the finished seam. All this extra effort seems contrary to the welding process it seeks to imitate.
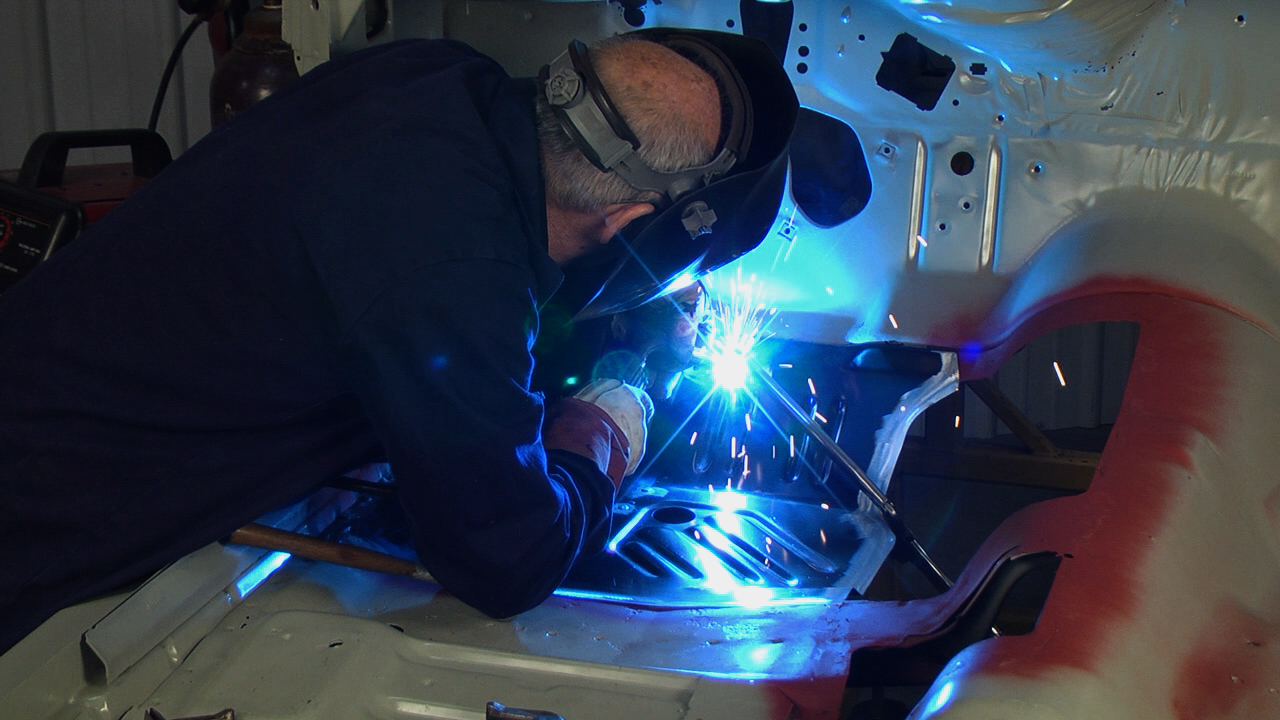
There were times when MIG and TIG welders were out of reach for most consumers, but as technology improved and the cost of equipment went down most home shops have one or both of these great welding solutions. But the time has come to consider adding spot welding to the lineup or at least be familiar with them should you wish to buy or rent one to use in your shop.
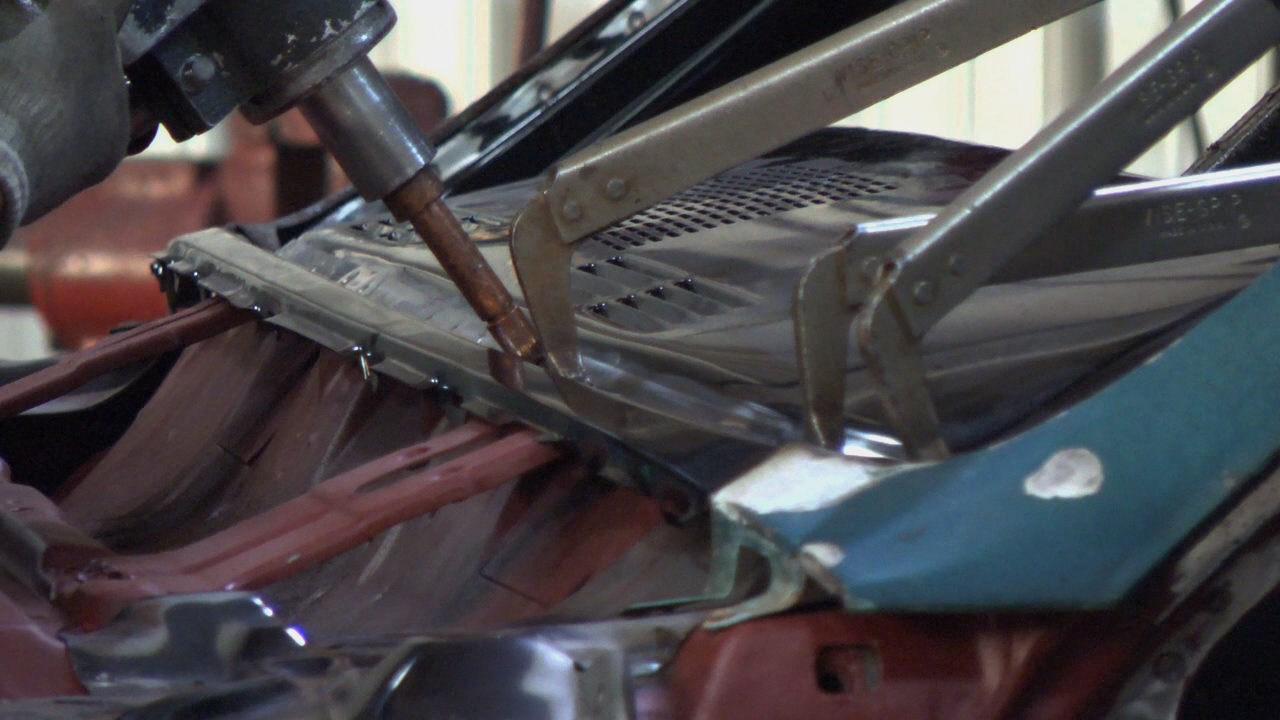
We ventured to the shop of RJ Restorations in Farmington, MN, as they are renowned for their factory precise restorations, to get a look at what types of spot welding equipment is available and how it is used. Join us as Classic Car Restorer, Bobby Wilson Jr. demonstrates different types of spot welding and discusses the advantages and disadvantages of each, how to prepare the metal, and how to finish it.
Explore videos by Mark Simpson & Bob Wilson










You may be interested in



















Premium Membership
Unlock exclusive member content from our industry experts.
- 24/7 Access to Premium Videos, Tips, and Techniques
- Step-by-Step Instructional Demos, Guides, and Tutorials
- 50% Off Video Downloads Purchased in the Classic Car Restoration Shop
- Access to Ask the Expert Program
Unlock exclusive member content from our industry experts.
- 24/7 Access to Premium Videos, Tips, and Techniques
- Step-by-Step Instructional Demos, Guides, and Tutorials
- 2 Full-Length Video Downloads to Watch Offline
- 50% Off Video Downloads Purchased in the Classic Car Restoration Shop
- Access to Ask the Expert Program
Gold Membership
$304 Value
Get everything included in Premium plus exclusive Gold Membership benefits.
- 24/7 Access to Premium Videos, Tips, and Techniques
- Step-by-Step Instructional Demos, Guides, and Tutorials
- 10 Full-Length Video Downloads, added to your account, to Watch Offline
- ‘Wheel Bolt Circle’ Downloadable Guide, added to your account
- Discounts on Purchase-to-Own Content in the Classic Car Restoration Club Shop
- Access to Ask the Expert Program